IED “LAUREANO GÒMEZ IT" ÁREA DE TÉCNICAS
MODALIDAD MECÁNICA INDUSTRIAL
PROF: SAID ROCHA
MODALIDAD MECÁNICA INDUSTRIAL
PROF: SAID ROCHA
HERRAMIENTAS Y AJUSTE DE BANCO 3TEMA : TALADRADO Y PERFORADO
CONTEXTUALICEMOS:
QUE ES UN TALADRADO
Se produce el denominado arranque de virutas o de partículas. El taladrado es un proceso de mecanizado que consiste en hacer un corte en el material haciendo girar una broca. La broca arranca virutas del material y realiza un orificio. Dicho orificio tendrá las características que deseemos: forma, diámetro, etc. (FIGURAS 1 Y 2)
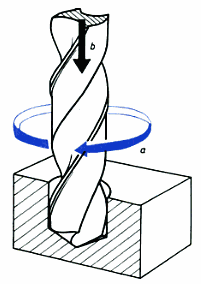
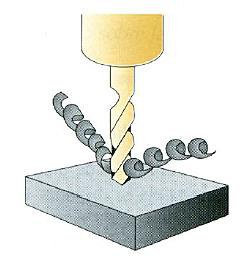 FIG. 1 FIG. 2
FIG. 1 FIG. 2
FIG. 1 FIG. 2- La maquinaria destinada al taladrado se denomina taladradora. Sus elementos más importantes son el taladro y la broca.
- El taladrado puede ser de diferentes formas según su fuente de alimentación, el soporte en el que está sujetado, etc. Los distintos tipos de taladro son: taladro eléctrico, hidráulico, neumático, magnético, de mano, percutor, de pedestal, fresador o columna, etc.
- La broca es otro elemento clave en el taladrado. Presionando la misma sobre la superficie de la pieza se consigue el taladrado. Al material eliminado se le llama viruta.
- Según las características de las brocas, estas se clasifican en distintas series que son Serie P, Serie M, Serie K, Serie N, Serie S, Serie H de acuerdo a las normas ISO/ANSI 01, 10, 20, 30, 40 y 50.
Partes de una Broca
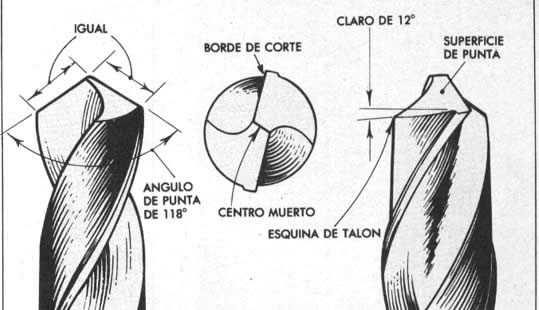
Dentro de los elementos que constituyen una broca encontramos:
Longitud total de la broca: Existen brocas extra cortas, cortas, normales, largas y extra-largas. Estas últimas se usa utilizarlas con un taladro de banco a los fines de taladrar profundo en una superficie y que la broca no se dañe o malogre el agujero.
Longitud de Corte: Es la profundidad máxima que se puede taladrar con una broca y viene definida por la longitud útil, la cual está determinada por la extensión de la hélice.
Diámetro de Corte: es el diámetro del orificio obtenido con la broca.
Ángulo de Corte: El ángulo de corte normal en una broca es de 118 º en la punta, pero también existen las brocas de 135 º, para que a mayor contacto con el material, la mecha se auto-centre y no resbale sobre la superficie.
Diámetro y forma del Mango: El mango de una broca puede ser cilíndrico, triangular o cónico.
El mango cilíndrico es el más común, pero cabe destacarse que existe un subtipo que es el mango reducido, que consiste en una disminución del tamaño del mango en brocas cuyo diámetro supera los 10 mm o los 13 mm, a los fines que la broca pueda ser utilizada en mandriles de las medidas mencionadas.
Mango triangular, se trata de una broca con muescas (ranuras) en la superficie que están en contacto con el porta-brocas a los fines que la herramienta no resbale; se estila hacer esta modificación en mechas destinadas para perforar metales muy duros, como ser aceros aleados, matrices, etc.
Mango cónico, que tienen la particularidad de ser posicionadas sobre un porta-brocas especial, usualmente se utilizan para perforar agujeros profundos y de un grosor importante.
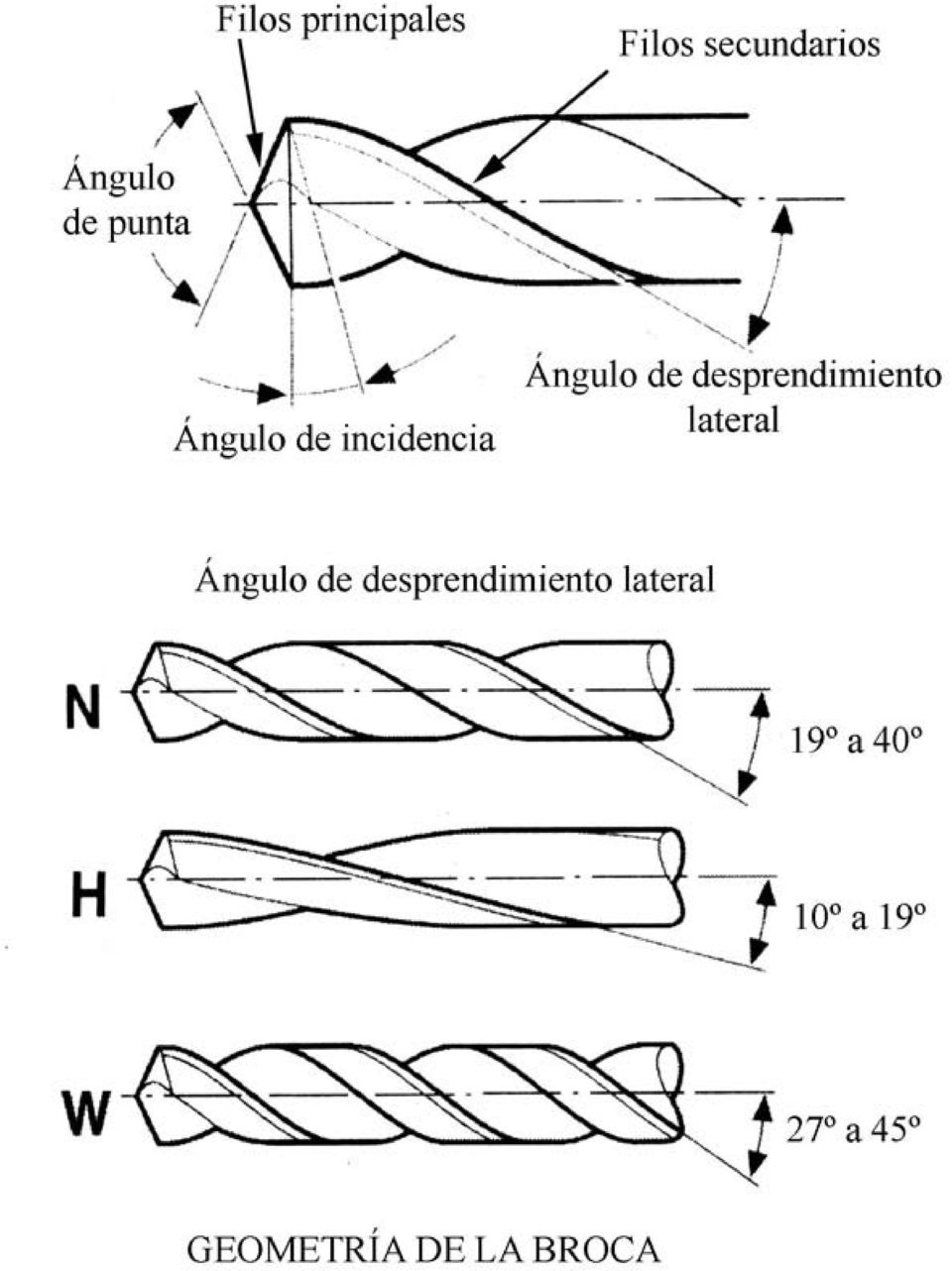
Ángulo de la hélice:
Dependiendo del material a perforar, la hélice puede tener un ángulo particular para cortar la viruta y evacuarla. Existe una serie de letras para identificar la aplicación y el ángulo de la barrena:
N es el ángulo de la hélice de 30º para uso general,
W corresponde al ángulo 40º/45º destinado para mecanizar Aluminio y materiales de viruta larga.
La tipo H, es conocida como la hélice lenta, por su paso helicoidal largo en ángulo de 15º/20º es ideal para bronce y otros materiales cuya viruta sea de gran volumen. Por último, se encuentra la hélice
tipo S con ángulo de 35º y destacándose a primera vista la cualidad de tener un acanalado tupido para una remoción rápida de la viruta; se utiliza este tipo para aceros inoxidables

Tipos de perforado:
- Perforación puntual: Sirve de guía para el siguiente paso del perforado.
- Perforación centras: Crea el eje central alrededor del cual se realizan los demás procesos.
- Taladrado profundo: Aquel en el que la profundidad del agujero es al menos 10 veces mayor que el diámetro del agujero hecho.
- Perforado de alta velocidad: Necesita alta velocidad para el taladrado.
- Micro-taladrado: Utilizado para agujeros de pequeño diámetro.
- Taladrado por vibración: Utilizamos vibración en frecuencia de 100 a 20000 Hez para fracturar material rocoso.
- Con interpolación: Herramientas de corte rotan en sus 2 ejes (vertical y transversal)
- 1. ¿Qué es taladrado?
a)
El taladrado es un procedimiento para realizar
agujeros redondos (pasante o ciego) en materiales metálicos
b)
El taladrado se utiliza para realizar agujeros
redondos (pasante o ciego) en materiales metálicos o no metálicos, mediante una
herramienta de corte llamada broca.
c) El taladrado es un procedimiento de mecanizado que lleva consigo arranque de viruta y se utiliza para realizar agujeros redondos (pasante o ciego) mediante una herramienta de corte llamada broca.
d)
El taladrado es un procedimiento de trabajo de
mecanizado, que lleva consigo arranque de viruta y se utiliza para realizar
agujeros redondos (pasante o ciego) en materiales metálicos o no metálicos,
mediante una herramienta de corte llamada broca.
- 3. Los movimientos que tienen los taladros.
a)
Movimiento de rotación, de corte o principal y
Movimiento de avance de penetración
b)
Movimiento de corte o principal y Movimiento de avance
c)
Movimiento de rotación, de penetración y Movimiento
de avance.
d)
Movimiento de rotación y b) Movimiento giro
- 4. Es el movimiento de la broca que le imprime el motor eléctrico del taladro y se mide por la velocidad de corte en m/min, la velocidad de corte es máxima en el punto más exterior de la broca y disminuye hacia el eje de la misma. Corresponde a:
a)
¿Qué es el movimiento de corte?
b)
¿Qué es el movimiento de rotación?
c)
¿Qué es el movimiento de penetración?
d)
¿Qué es el movimiento de avance?
- 5. La afirmación “Es el movimiento de avance de penetración de la broca, este movimiento determina el espesor de la viruta, el movimiento de avance se mide en mm/rev.” Corresponde a:
a)
¿Qué es el movimiento de corte?
b)
¿Qué es el movimiento de rotación?
c)
¿Qué es el movimiento de penetración?
d)
¿Qué es el movimiento de avance
- 6. Menciona 4 medidas de seguridad que se deben tener al taladrar.
a) Rimado._______________________________________________________________________________________________________________________________________
b) Taladrado._____________________________________________________________________________________________________________________________________
c) Barrenado.______________________________________________________________
_______________________________________________________________________
d) Avellanado____________________________________________________________________________________________________________________________________
- 8 . ¿Con cuál de las formas geométricas siguientes está la operación de taladrado más íntimamente relacionada?
a.
cilindro externo
b.
agujero redondo
c.
esfera
d.
plano liso
- 9 Consulte
y escriba cada una de las partes de la máquina herramienta taladro de árbol
|
1 |
2 |
3 |
|
4 |
5 |
6 |
|
7 |
8 |
9 |
|
10 |
11 |
12 Ranuras de ajuste |
|
13 |
14 |
15 Motor |
|
16 |
17 |
18 |
|
19 |
20 |
21 |
|
22 |
23 |
24 |
|
25 |
26 |
27 |
|
28 |
29 |
30 |

La broca es la herramienta de la máquina – herramienta taladro, revise bien el siguiente grupo de brocas y con base en la información de la clase en PowerPoint, y los videos responda:





A B C D E


F G
- 10. Las brocas para madera son:
a)
A,D,G
b)
B,C
c)
B,D,F
d)
G, A.
- 11. Brocas para metal
a)
A,D,G
b)
B,C
c)
B,D,F
d) G, A.
- 12. Las brocas para muro se caracterizan por:
a)
Son grises o negras y se les llama brocas
negras.
b)
Tienen una especie de puntilla en la punta.
c)
Vienen revestidas de platino y son de color
amarillo.
d) Traen en la punta una pastilla de material de tungsteno o wolframio.
Con base en los vídeos y la información en clase recibida, defina:
- 13 El ángulo de corte o de punta de una broca debe ser:
a)
60°
b)
128°
c) 118°
d) 8 a 12°

14. Indicar los nombres de cada parte de la broca realice una lista


GUIA PARA ENTREGAR EL 18 DE SEPTIEMBRE VIA CORREO NO WHATS APP.