
IED "LAUREANO GÓMEZ" IT.
ÁREA DE
MODALIDAD MECÁNICA INDUSTRIAL
METROLOGIA Y AJUSTE MECÁNICO 2
PROF: SAID ROCHA
COMPETENCIAS:
- Ubica de manera lógica y rápida dimensiones en el calibrador en fracciones de pulgada o milímetros que se le indican o se requieren.
- Determina de manera gráfica e inferencial las dimensiones requeridas en el calibrador en milímetros y fracciones de pulgadas
- Reconoce los procesos de ajuste sobre en mecánica de trabajo.
CONTEXTUALIZANDO
Recapitulando metrología en fracciones de pulgada
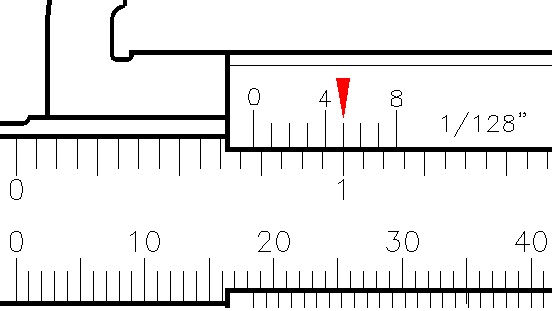
- Como repaso y refuerzo de los procesos de medición del calibrador en fracciones de pulgada repasaremos las explicaciones dadas. fig. 1

En el ejercicio de la figura Nº 1 realizamos la siguiente lectura:
- El cero (0) esta después de 1 pulgada en la linea 7 lo que quiere decir que hay 1 pulgada 7/16
- La división del nonio que se alinea es la 2 lo que nos indica que la lectura allí es 2/128.
- La lectura total será : 1" 7/16 + 2/128 = 1" 7(8)/ 16(8) +2/128 (recordar que acá se encuentra el mínimo común múltiplo)
1" 56 + 2 /128 =1" 58/128 y simplificando la respuesta final será 1" 29/64.
EJEMPLOS: En el ejercicio siguiente vamos a dibujar tanto la reglilla como el nonio al contrario del anterior, pero, ubicando el valor dado ejemplo: ubicar las dimensiones a).1" 19/32, b) 93/128
a)
b) 93/128
fig. 2
EN EL HACER:
FECHA DE ENTREGA AGOSTO 13 DE 2020
ACTIVIDAD 1
- Con base en los ejemplos anteriores dibujar en su cuaderno los gráficos de la reglilla y el nonio de acuerdo a las dimensiones solicitadas. (utilice regla o escuadras)
- 13/16 .
- 3/8
- 9/32
- 1" 3/64
- 3" 5/128
- 4" 13/32.
- 2" 5/16
- 1" 5/32
- 7" 9/64
- 3" 7/8
- * Recordéris* Debe elaborarlas con regla y color , bien dibujadas e indicar con claridad tanto la reglilla como el nonio (indique las líneas coincidentes con color rojo).
AJUSTE DE BANCO
Limado. Es la operación manual por la que se quitan con la lima pequeñas cantidades de metal, con el fin de dar a una pieza la forma y las dimensiones deseadas. Tiene dos pasos o características principales:
- Desbastado: es el limado hecho con lima basta, que desprende mucho material. Las huellas de la lima son visibles a simple vista.
- Acabado: se efectúa con limas finas, las cuales desprenden poco material y dejan la superficie exenta de surcos o huellas apreciables.
Dirección del limado: para el desbaste, la lima debe moverse sobre la pieza formando un ángulo aproximado de 45º con su eje. Una vez limada la pieza en una dirección, se cruza el rayado, para limar en sentido perpendicular a la dirección anterior.

COMO LIMAR CORRECTAMENTE:
ACTIVIDAD 2
Revise el video tantas veces como lo requiera, en su cuaderno en letra técnica pase(todo) y responda el siguiente cuestionario:
- según la forma del grano de las limas, las llamadas bastardas o bastas se emplean para:
b) Arrancar viruta de sectores planos.
c) Arranque de bastante viruta de cual cualquier tipo de material.
d) Solo arranque de viruta de materiales duros.
2. Para realizar desbastes de acabados de los materiales se debe utilizar:
a) Limas mediacaña de grano grano mediano.
b) Limas de sección cuadrada o triangular de grano fino.
c) Limas de grano fino sin importar la forma de la lima
d) limas de grano fino de acuerdo a la forma geométrica de la pieza a limar.
3.Cuando hablamos de la geometría de un material estamos haciendo referencia de :
a) El tema de la clase de geometría que habla de áreas y volúmenes.
b) De las diferentes formas del material que se va a mecanizar.
c) De lo círculos, cuadrados, triángulos, trapecios, etc....
d). De la clase de geometría y el tamaño de la pieza que se va a mecanizar.
4. Los limatones o rabo de runcho se emplea especialmente para:
a) Desbastar partes finas de una pieza.
b) Desbastar parte planas de una superficie y o cilindros externos.
c) Dar acabados a las diferentes partes y perfiles de una pieza.
d) Desbastar cilindros internos asumiendo la forma.
5. Para arranque de viruta y desbaste de piezas en forma de caja se debe emplear:
a) Limatones de grano fino.
b) Limas en forma de triangulo o planas según sea el caso.
c) Limas y limatones para dar acabados.
d) Limas triangulares para dar forma a los ángulos.
6. Cuando en mecánica nos referimos a un tornillo de banco estamos haciendo referencia a:
a) Un tornillo que se encuentra encima de la mesa de trabajo de un operario mecánico.
b) Los tornillos que permiten fijar la mesa de trabajo a las bases para ajustar las prensas.
c) Es también el nombre que se le da a una prensa de banco o mordaza.
d) Es el tornillo que lleva interno una prensa o mordaza.
7. La manera correcta de ubicarse el operario frente a una prensa de banco para limar una pieza y con respecto a la lima :
a) Formando un ángulo de 45°con la pieza.
b) Formando a ángulos de 20°, o, de 90° con la pieza.
c) Formando un ángulo de 90° con respecto de la lima.
d) Formando ángulos de 20° con relación al banco de trabajo.
8. Explique brevemente como debe ser la manera correcta de colocar una pieza que se va a limar en la prensa de banco... Ayúdese con un dibujo.
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
9. La vibración de una pieza en el momento de mecanizado en ajuste se debe a:
a) Que la pieza presenta muchas formas irregulares.
b) La pieza tiene un lado más alto que el otro y al momento de mecanizar se dificulta el desbaste
c) A que la pieza esta muy salida por un lado o demasiado por arriba.
d) A que la pieza esta muy salida por un lado o demasiado por arriba y no esta centrada en la prensa
10. Un útil de ajuste es:
a) Es un libro que nos explica como debemos ajustar una pieza cualesquiera.
b) Son los lápices, las reglas, cuadernos y borradores que se emplean para tomar apuntes.
c) Es una herramienta de trabajo que se emplea para realizar rayados, limados y/o acabados sobre una pieza.
d) Es un operario que es útil, para realizar ajustes en piezas mecánicas.
11. La forma de realizar mecanizado de ajuste o limado en superficies planas es:
a) Se realiza con una lima plana formando un ángulo de 75° con la prensa o de 45°
b) Se realiza con una lima media caña formando un ángulo 90° o 45°.
c) Se realiza con una lima plana o media caña por la parte plana formando un ángulo de 70° o 45° con la pieza.
d) Se realiza con una lima plana semi bastarda formando ángulosde70° o 45°.
12. Explique brevemente como es el proceso correcto de limado una vez la pieza esta montada y ajustada en la prensa
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
13.Cuando los espacios son reducidos para limar se debe hacer:
a). Colocar una pieza adicional con la de mecanizado y limara 20°
b) Limar con una lima triangular o un limatón formando angulsde20| a 30°.evitando el bamboléo
c) Limar con una lima acostada formando ángulos de 20° a 30° evitando el bamboléo y manteniendo la planimetría de la pieza.
d) Limar con una lima plana bien acostada formando ángulos de 20° a 30° evitando el bamboléo y manteniendo la planimetría de la pieza.
14. La forma correcta de limpiar las limas cuando se llenan de material y disminuyen su rendimiento es:
a) Golpeándola suavemente sobre el banco de trabajo o sobre la prensa.
b) Empleando un cepillo o grata en el sentido del grabado de los dientes.
c) Con un trapito y usando un corrosivo en este caso gasolina.
d) frotando una lima contra otra hasta que se le caiga el material sobrante.
No hay comentarios.:
Publicar un comentario