 IED “LAUREANO GÒMEZ IT”
IED “LAUREANO GÒMEZ IT”
ÁREA DE
MODALIDAD MECÁNICA INDUSTRIAL
TALLER 3 (Metrología 2)
PROF: SAID ROCHA
ALUMNO:
____________________________________________FECHA______ CURSO _____
COMPETENCIAS
- Reconocen palabras términos e instrumentos que hacen parte delos procesos de medición en los talleres de mecánica industrial y su uso orientado en otros de la misma índole.
- Identificar el uso del calibrador Vernier, y sus procesos de medición en el sistema métrico decimal.
- Desarrollar habilidades en la lectura del calibrador Vernier.
GLOSARIO
METROLOGÍA:
Es la ciencia que trata de las medidas, de los sistemas de
unidades adoptadas y los instrumentos usados para efectuarlas e interpretarlas.
Abarca varios campos, tales como metrología térmica, eléctrica, acústica,
dimensional, etc. Del griego metros medida y logos tratado.
MEDIDA UNIDAD
- Longitud Metro
- Masa Kilogramo
- Tiempo Segundo
- Temperatura Kelvin
- Intensidad luminosa Candela
- Corriente eléctrica Ampere
- Cantidad de substancia Mol
UNIDAD:
Es un valor en términos del cual puede definirse la
magnitud medida.
METROLOGÍA
DIMENSIONAL
Se encarga de estudiar las técnicas de medición que determinan
correctamente las magnitudes lineales y angulares (longitudinales y ángulos).
La inspección de una pieza es un ejemplo.
MEDIDA:
Es la evaluación de una magnitud hecha según su
relación con otra magnitud de la misma especie adoptada como unidad. La
medición se puede dividir en directa o indirecta.
Es cuando el
valor de la medida se obtiene directamente de los trazos o divisiones de los
instrumentos.
MEDICIÓN INDIRECTA:
Se obtiene el valor de la medida, necesitamos
compararla con alguna de referencia.
TOLERANCIA
GEOMÉTRICA:
Es el término general aplicado a la categoría de tolerancias
utilizadas para controlar forma, orientación, localización y cabeceo (Runout).
Tolerancia
Como a la cantidad total que se permite variar en la fabricación de una pieza respecto de lo indicado en el plano; definiremos pues,
Como a la cantidad total que se permite variar en la fabricación de una pieza respecto de lo indicado en el plano; definiremos pues,
Tolerancia dimensional
Como a la cantidad total que se permite variar en la fabricación de una pieza
respecto de lo indicado en el plano; definiremos pues,
Tolerancia dimensional
A la cantidad total que es permitido variar en la
fabricación, a una dimensión especificada en el plano según la cota (La cota es el valor numérico de una medida
entre un punto y otro) nominal; fijan un rango de valores permitidos en las
cotas fijas de una pieza.
TOLERANCIAS DE FORMA
Afectan a la forma de una línea o de una superficie.
Se refieren a elementos simples.
TOLERANCIAS DE POSICIÓN:
Indican la tolerancia permitida en la posición relativa de
los elementos de una pieza.
Se refieren a elementos simples asociados a otros que hacen
de referencia.
Pueden ser tolerancias de orientación, situación y
oscilación.
Uso de los Medidores de altura
Los medidores de altura se utilizan principalmente para
marcar distancias verticales, trazar y medir diferencias en alturas entre
pianos a diferentes niveles, este dispositivo cuenta con un solo trazador o
palpador, la superficie sobre la cual se apoya normalmente es una mesa de
granito o una superficie metálica, la cual actúa como plano de referencia.
 |
| Vernier, con caratula y contador y electrodigital |
Clasificación de los medidores de altura
- Con vernier Con carátula
- Con carátula y contador
- Electro digital
Medidor de altura con carátula
La principal desventaja del medidor de altura con Vernier
es que la lectura requiere de mucho tiempo y que se inducen errores de paralaje
por no leer la escala directamente de frente, el medidor de altura de
carátula resuelve este problema.
Medidores de altura electro digítales
Los valores medidos se muestran en una pantalla de cristal
líquido de modo que pueden obtenerse lecturas rápidas y libres de error.
3) La auto calibración
a cero permite fijar el punto a medir donde se desee, lo cual elimina la
necesidad de calcular diferencias de altura.
4) Funciona con
baterías para operarlo libremente.
Ajuste:
Se denomina Ajuste a la relación mecánica existente entre dos
piezas que pertenecen a una máquina o equipo industrial, cuando una de ellas
encaja o se acopla en la otra.
 |
| Piezas que se acoplan o ajustan |
Los tipos de ajuste más comunes son los siguientes:
◦ Forzado muy duro◦ Forzado duro◦ Forzado medio◦ Forzado
ligero◦ Deslizante◦ Giratorio◦ Holgado medio◦ Muy holgado
Se entiende por ajuste forzado en los diferentes grados que
existen cuando una pieza se inserta en la otra mediante presión y que durante
el funcionamiento futuro en la máquina, donde esté montada, no tiene que sufrir
ninguna movilidad o giro
Por ajuste deslizante o giratorio se entiende que una pieza
se va a mover cuando esté insertada en la otra de forma suave, sin apenas
holgura.

Ajuste holgado es que una pieza se va a mover con respecto a la otra de forma totalmente libre.
Ajuste holgado es que una pieza se va a mover con respecto a la otra de forma totalmente libre.
En el ajuste forzado muy duro el acoplamiento de las piezas
se produce por dilatación o contracción, y las piezas no necesitan ningún
seguro contra la rotación de una con respecto a la otra.
- En el ajuste forzado duro las piezas son montadas o desmontadas a presión pero necesitan un seguro contra giro, chaveta por ejemplo, que no permita el giro de una con respecto a la otra.
- En el ajuste forzado medio las piezas, se montan y desmontan con gran esfuerzo, y necesitan un seguro contra giro y deslizamiento.
- En el ajuste forzado ligero las piezas se montan y desmontan sin gran esfuerzo, con mazos de madera, por ejemplo y necesitan seguro contra giro y deslizamiento.
Los ajustes de piezas deslizantes tienen que tener una buena lubricación y su deslizamiento o giro tiene que ser con presión o fuerza
manual.
INSTRUMENTOS DE MEDICIÓN
CINTAS DE MEDICIÓN:
Instrumento de medición de longitud, se utilizan para longitudes de hasta 50m.
Instrumento de medición de longitud, se utilizan para longitudes de hasta 50m.

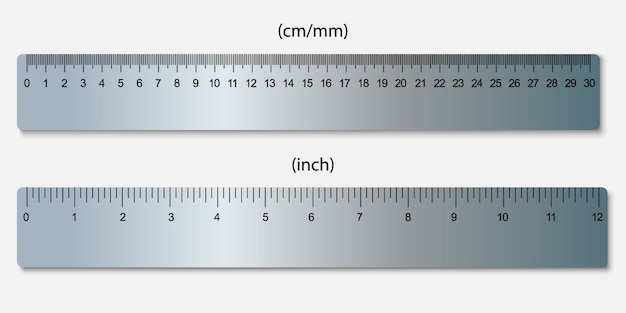

Instrumento de medición de longitud, hasta 100 c. La herramienta de medición más común en el trabajo del taller mecánico es la regla de acero. Se emplea debido a que sus lecturas son rápidas pero no necesariamente precisas o exactas. Existen dos tipos de graduaciones en las reglas, la de pulgadas y las métricas.
GRADUACIÓN EN PULGADAS:
Vienen divididas en fracciones o decimales de la unidad básica.
GRADUACIÓN MÉTRICA:
Pueden venir graduadas en milímetros o en medios milímetros.
REGLA RÍGIDA DE ACERO TEMPLADO:
Tiene cuatro escalas, dos de cada lado, pueden ser de 6 pulgadas o 150 mm
REGLA RÍGIDA DE ACERO TEMPLADO:
Tiene cuatro escalas, dos de cada lado, pueden ser de 6 pulgadas o 150 mm.
LAINAS: (MEDIDORES DE ESPESOR):
 Estos medidores consisten en láminas delgadas que tienen marcado su espesor y son utilizadas para medir pequeñas aberturas o ranuras
Estos medidores consisten en láminas delgadas que tienen marcado su espesor y son utilizadas para medir pequeñas aberturas o ranuras
Sirven para la medición de diámetros
de agujeros o anchos de ranuras. Las dos puntas de contacto se expanden
mediante la fuerza de un resorte. Una vez colocadas en la posición adecuada se
fijan y se remueve el calibre. El tamaño final puede obtenerse midiendo sobre
las puntas de contacto con el micrómetro.
PATRONES DE RADIO: Estos patrones consisten de una serie de láminas (juego) marcadas en mm (fracciones o decimales de pulgada) con los correspondientes radios cóncavos y convexos, formados en diversas partes de la lámina.
PATRONES PARA BROCAS:
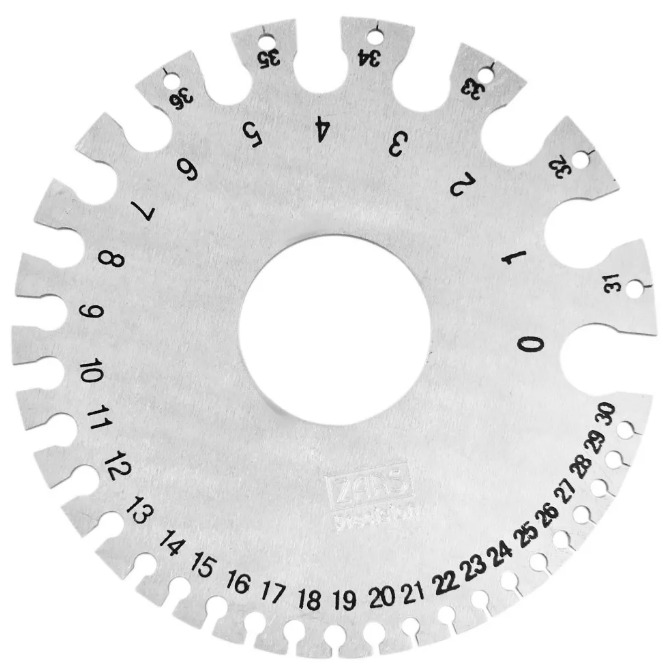
Sirven para determinar el tamaño de éstas al introducirlas en un agujero cuyo tamaño está marcado a un lado o para mantener en posición vertical un juego de brocas. El cuerpo del patrón tiene grabadas indicaciones sobre el tamaño de la broca recomendable para un tamaño de rosca determinado. Estas características permiten elegir rápidamente la broca adecuada.
 |
| calibrador de roscas |
COMPASES:
Antes de que los instrumentos como el calibrador Vernier fueran introducidos, las partes eran medidas con compases (interiores, exteriores, divisores, hermafroditas) y reglas.
 |
| COMPÁS DE DIVISIÓN, DE EXTERIORES Y DE INTERIORES |
CALIBRES TELESCÓPICOS:
Sirven para la medición de diámetros
de agujeros o anchos de ranuras. Las dos puntas de contacto se expanden
mediante la fuerza de un resorte. Una vez colocadas en la posición adecuada se
fijan y se remueve el calibre. El tamaño final puede obtenerse midiendo sobre
las puntas de contacto con el micrómetro.
| CALIBRES TELESCOPIO |

Estos calibres, especialmente diseñados para medir agujeros y ranuras pequeños, 3 a 13 mm. (0.115 a 0.500 pulg.), también requieren auxiliarse de un micrómetro para medirlas puntas de contacto después de que éstas han sido fijadas dentro del agujero o ranura con la fuerza de medición apropiada.

LUPAS DE COMPARACIÓN
de división Las lupas de comparación tienen una amplificación de 7x a 50x, y son útiles para propósitos de inspección generales. Pueden adaptárseles un dispositivo de iluminación e intercalar dentro del sistema óptico retículas útiles para mediciones diversas.
¿QUE ES UNA NORMA?
Regla a seguir para llegar a un fin determinado. Reglas que unifican y ordenan lógicamente una serie de fenómenos.
ALGUNAS NORMAS NACIONALES Y COMO SE ABREVIAN :
ALGUNAS NORMAS NACIONALES Y COMO SE ABREVIAN :
Norma oficial mexicana (NOM)
Norma colombiana (ICONTEC)
Norma colombiana (ICONTEC)
Normas japonesas (JIS)
Norma francesa (SI)
Norma francesa (SI)
Normas alemanas (DIN)
Norma Americana (ASA)
Norma Americana (ASA)
Normas internacionales más usadas (ISO)
Normas rusas (GOST)
Normas rusas (GOST)
Normas inglesas (BSI).
CALIBRADOR VERNIER
La escala vernier fue inventada por Petrus Nonius (1492-1577), unos años después Pierre Vernier (15801637) lo perfecciono, haciéndola deslizante. Fue elaborado para satisfacer las necesidades de un instrumento de lectura directa que pudiera brindar una medida fácilmente en una sola operación. El calibrador vernier tiene 3 a 4 tipos de usos ya que puede medir exteriores, interiores, profundidad y peldaño. Existen muchos tipos de vernier, clasificados por su tamaño (estándar, largo), salida de datos (análogo, de caratula, digital, electro digital), forma de las puntas de medición (tipo M, CM, de cuchilla, punta giratoria, punta tipo garganta, punta ajustable)
PARTES DEL CALIBRADOR VERNIER
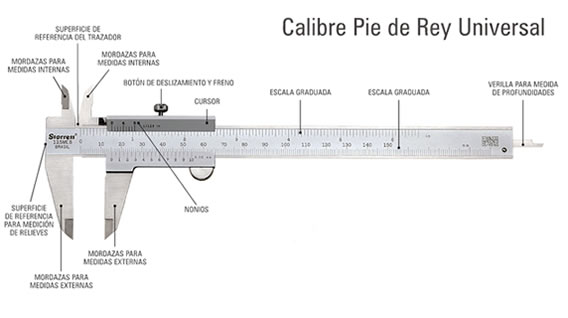
EN EL HACER:
- Observe el siguiente vídeo: El objetivo de esta práctica es aprender a medir longitudes utilizando el pie de rey o calibre, instrumento de medida basado en el nonius. En primer lugar se describe el funcionamiento del nonius para continuar con algunos ejemplos de medidas .
- Escriba las dimensiones que allí se identifican.
- en su cuaderno resuelva las siguientes preguntas
- Qué es una unidad
- Que es una norma:
- Con base en sus apuntes y la información que quiere decir DIN, ASA, ISO, SI, ICONTEC
- Cuántas partes tiene el calibrador pie de rey?
- En cuantas escalas y sistemas viene graduado un pie de rey?
- A qué se hace referencia cuando se habla del Nonio?
- Qué son instrumentos de medición.
- Averiguar que es un error de paralaje
- Dibuje un calibrador pie de rey e indique sus partes.(proceso de mecanización)
- En el siguiente ejercicio revise cada una de las dimensiones dibújelas en su cuaderno y anote la medida. si duda vuelva a mirar el vídeo.

No hay comentarios.:
Publicar un comentario